硬质合金刀片(具)加工中的喷砂清理工艺
随着工业的快速发展,现代高速切削加工和自动化机床对刀具性能及稳定性提出了更高的要求。硬质合金因具备硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等优点被广泛应用于生产刀片(具)中。硬质合金刀片(具)生产工艺复杂,而喷砂工艺生产工艺中至关重要的一道工序,直接影响刀片(具)涂层的附着强度及外观品相,对硬质合金刀片(具)的使用寿命起决定性作用。
喷砂清理工艺
喷砂清理分干式喷砂清理和湿式喷砂清理。干式喷砂清理是通过压缩空气带动砂料直接喷射到工件表面形成的一种清理加工方式;湿式喷砂清理是通过压缩空气带动砂料和水的混合液喷射到工件表面形成的一种清理加工方式。
通常普通刀片(具)烧结后清理采用干式喷砂清理方式,而数控刀片(具)涂层前后清理采用湿式喷砂清理方式。普通刀片烧结后,表面不均匀且有杂质,通常采用较粗白刚玉清理,经喷砂清理后,可有效去除杂质,并得到均匀一致的表面。湿式喷砂清理被誉为最环保的喷砂清理,适合处理各种硬质合金刀具,无粉尘,是一种PVD、CVD刀片(具)涂层的前后处理工艺,湿式喷砂清理工艺在国外已被广泛应用于硬质合金行业。湿式喷砂清理在硬质合金刀片(具)上的应用具体体现在三个方面:
刀片(具)表面粗化清理
湿式喷砂清理在涂层前可使硬质合金刀片(具)表面均匀粗化,磨料通常采用较粗白刚玉,清理后可得到理想的粗糙度值,还可减小材料表面的残余压应力、降低材料表面Co的含量、去除硬质合金刀片(具)刃部的碳化物相,经湿式喷砂预处理后的PVD、CVD沉积的涂层提高了涂层与基体界面的结合力,涂层的耐磨性及刀片(具)的使用寿命有显著提高,并且改善了涂层刀片(具)的切削性能。
刀片(具)刃口钝化清理
刀片(具)刃口钝化技术是提高刀具寿命减少刀具消耗的有效措施之一,其经济性和技术提升至关重要,进一步推动了我国切削加工水平的提高,缩小了与国外刀具切削性能的差距。CVD涂层刀片(具)在涂层前要求对刀具刃口进行钝化处理,从国外引进的数控机床和生产线所用刀具,其刃口已全部经过钝化处理。经实践研究表明,刀具刃口钝化可有效延长刀具寿命200%或更多,大大降低了刀具成本,给用户带来巨大的经济效益。
传统钝化工艺通常采用普通砂轮或金刚石砂轮刃磨刀片(具)刃口,刃磨后的刃口存在程度不同的微观缺口,即微小崩刃与锯口。前者可用肉眼和普通放大镜观察到,后者用100倍(带0.010mm刻线)显微镜能够观察到其微观缺口一般在0.01mm~0.05mm,严重者高达0.1mm以上。在切削过程中刀具刃口微观缺口极易扩展,加快了刀具磨损和损坏。
湿式喷砂钝化清理通常采用较细白刚玉清理,目前已测试成功并已投入使用。湿式喷砂钝化目的是解决刃磨后刀具刃口微观缺口的缺陷,使其锋值减少或消除,有效提高刃口强度、提高刀具寿命和切削过程的稳定性。经钝化后的刀片(具)可改善涂层的质量、降低刃口锋值、提高涂层的牢固性和使用寿命。影响刀具切削性能和刀具寿命的有很多因素,除了刀具材料、刀具几何参数、刀具结构、切削用量优化等。
刀片(具)涂层光饰清理
硬质合金刀片(具)涂层后,涂层表面色泽暗淡,品相一般。采用湿式喷砂清理,用较细白刚玉或玻璃珠清理,进一步细化了涂层表面,使表面呈现金属光泽,达到漂亮的光饰效果,提高产品品相。


....
硬质合金刀片(具)的喷砂清理设备
经过八年的自主研发,昆航科技的硬质合金刀片(具)喷砂清理设备工艺成熟、技术领先(已接近国外同类型产品)、运行稳定可靠,目前已形成三种成熟的硬质合金刀片(具)喷砂清理工艺设备。
普通刀片(具)干式喷砂清理
设备工艺流程及参数
人工上料—喷砂清理—循环加工—风刀吹扫—振动—压缩空气吹扫—人工下料。
(1)本设备为自动化设备,采用PLC程序化自动控制,只需人工上下料盘。
(2)配置12支喷枪,总耗气量约为12m3/min。
(3)采用通过式形式,皮带承载工装盘,有效加工宽度500mm以内,加工运行速度1m/min。
(4)采用风机及压缩空气组合吹扫工件表面粉尘,并配有振动台辅助吹扫,保证工装盘出来后,工装盘及工件表面干净。
(5)采用上旋风分离器,保证砂料循环过程中,粉尘被有效分离出,保证加工的高质高效,保证工件表面清理均匀一致。
(6)采用滤筒除尘器,配唐纳森滤筒,保证设备在使用过程中无粉尘溢出,尾气排放符合国家环保要求。
设备特点
(1)自动化程度高,操作简单,运行稳定可靠,易损件少且使用寿命长,保证半年内无维护。
(2)清理效果好,加工效率高,约3盘/min。
(3)砂料循环顺畅,砂料破碎后会被有效分离,保证加工的效果和效率,分离精度高,经济综合指标好。
(4)粉尘被有效收集,保证使用环境优良,尾气排放环保无污染。
(5)电气元件全部采用国外名牌产品,保证设备运行的可靠性。

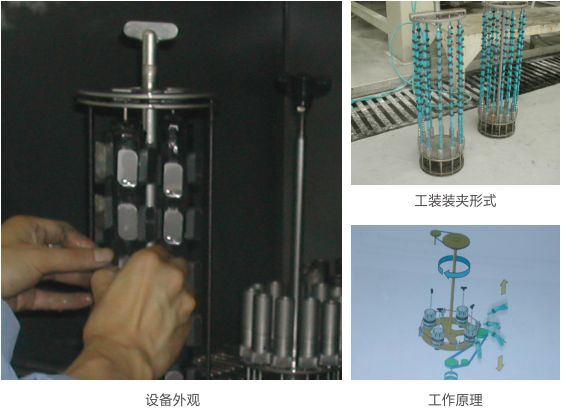
数控刀片(具)转台湿式自动喷砂清理设备
工艺流程及参数
人工上料—喷砂清理或钝化—循环加工—人工下料—冲洗—吹干。
(1)本设备为自动化设备,采用PLC程序化自动控制,配触摸屏控制面板,工艺参数均可通过在触摸屏上输入参数控制调整,并具有参数的保存、调用功能和故障报警及提示功能,设有不同层级参数查看及修改权限,不同规格不同工艺要求产品批量化作业非常方便。
(2)设有连续作业和间歇作业两种生产模式,加工完毕自动停机等待,同时有指示灯闪烁提示。
(3)一共配置8个装夹位,分成4组,通过大转台的间歇带动进入加工区,每次上两组工件,并同时加工两组工件,配置8支喷枪,每组工件采用4支喷枪喷砂加工,喷枪为上下往复移动加工形式,移动次数、速度及喷砂压力均可调,总耗气量约为6立方/分钟。
(4)每个装夹位采用复合旋转形式,每个工件在公转的同时自转,清理效果非常均匀,加工效率非常高,非常实用于刀片的清理和刀具的清理及钝化。
(5)砂水搅拌及输送采用专用砂泵完成,保证砂水搅拌均匀,输送顺畅。
(6)工人上下料为设有安全光幕,安全性非常高。
(7)配置专业的水雾分离器,保证加工过程中产生的水雾被有效分抽出,不会溢出,尾气排放符合国家环保要求。
(8)设有浓度监测装置,定时进行浓度测试,根据浓度变化,补充适量砂料,保证砂水混合浓度的稳定性。
(9)砂料需定期更换,保证清理效果及清理效率。
(10)配有独立的冲洗台,冲洗干净迅速且方便。
设备特点
(1)自动化程度非常高,操作简单,一种规格产品只需输入一次参数,保存后,后续使用直接调出即可,并设有不同层级参数查看及修改权限,确保喷砂工艺参数准确,运行稳定可靠,易损件少且使用寿命长,保证半年内无维护。
(2)一名员工可以同时看几台设备,还可以同时兼顾料盘冲洗及周转。
(3)采用专用砂泵进行砂水搅拌,砂料几乎无沉积,98%以上的砂料在混合循环使用,砂水浓度偏差不超过3%,确保清理效果和效率。
(4)双工位同时加工,效率非常高,约2组/20-120秒(产品不同工艺不同)。
(5)配置专业的水雾分离器,不仅可以有效去除清理过程中气化产生的水雾,而且还可以将水雾进行冷凝成水回流循环使用,确保砂水浓度变化非常微小。
(6)配置独立的冲洗台,冲洗后的污水经过滤网过滤,过滤后的砂料还可以循环使用。
(7)电气元件全部采用国外名牌产品,保证设备运行的可靠性。
内容为部分截取
更多精彩尽在2018年《刀具界》3!
扫下方二维码&原文链接
投稿、免费领取杂志!
 返回搜狐,查看更多
返回搜狐,查看更多
责任编辑: