折弯成形与刨槽工艺浅析
钣金加工是机械加工中一个不可或缺的组成部分,尤其在航空、家电、汽车、电梯等行业中,钣金零件应用甚广。折弯工序作为钣金加工中唯一一道单体成形工序,是钣金加工中最为重要的工序之一,折弯工艺的好坏将直接影响到产品的成形尺寸和外观。因此,如何保证折弯过程中工件的成形尺寸和角度,是折弯工艺中一个重点研究的内容。
随着经济的发展以及人们生活水平的提高,人们感官追求的目标也日益攀升,在一些高档场所的金属装饰中,金属薄板饰品弯制的形状越复杂,越能体现设计师的设计水准和新潮风格,从而吸引广大客户的眼球。同时工件还要满足折弯棱边圆弧半径尽可能的小、工件表面无折痕、装饰面无压痕等工艺要求。传统折弯机折弯已经无法达到这一特殊的工艺要求,因此,在金属板材上进行刨槽折弯的工艺应运而生。本文主要讲述刨槽工艺的特点及开槽方式,以及如何在折弯过程中保证折弯的尺寸和角度。
传统折弯方式与其局限性
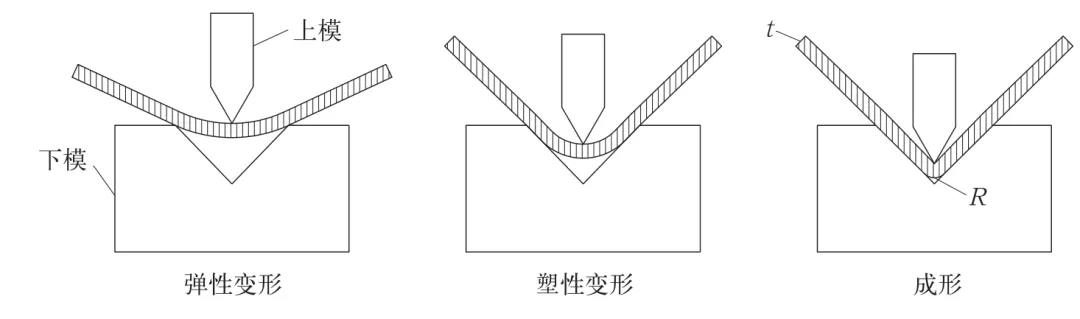
图1 折弯成形过程
传统折弯工艺是在折弯机上下模的压力下,利用下模开口处的两棱边和上模顶端的棱边对金属板材进行折弯,金属板材经弹性形变到塑性形变的过程。其折弯角度则由上模进入下模的深度来决定,折弯半径R≥板厚t(图1)。当今社会,人们对工件形状要求越来越高,一些形状复杂的工件如图2所示,使用传统的自由折弯、折弯机折弯甚至三点式折弯工艺都已无法弯制,且传统折弯方式无法控制折弯圆角的半径大小,难以实现无痕折弯的工艺要求。因此,一种新兴的折弯工艺——刨槽折弯工艺应运而生。
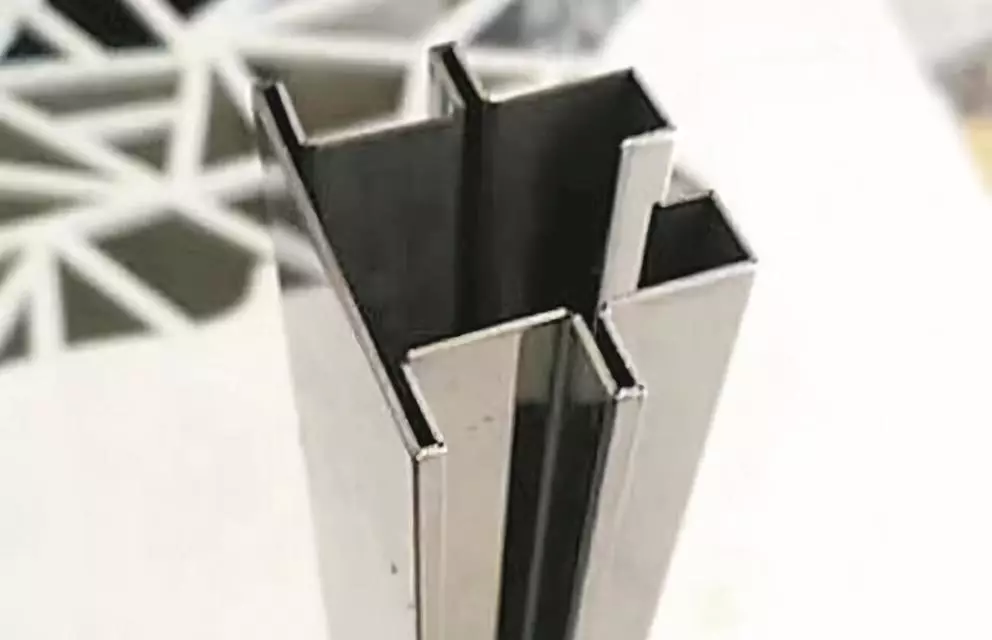
图2 形状复杂的钣金件
刨槽折弯工艺特点
刨槽折弯工艺是一种先用刨槽机在金属板材需要折弯的位置上进行划线刨V形槽,然后再根据需求在普通折弯机上进行折弯的工序。刨槽折弯工艺特点主要包括以下三个方面。
工件棱边的圆弧半径小、工件无折痕
由折弯工艺可知,工件折弯后其棱边圆弧半径的大小和板材厚度成正比例的关系,板材越厚,折弯形成的圆弧半径越大。对金属板材进行V形开槽后,其板材剩余厚度变为原来的一半,甚至更小,这样就能使工件折弯后棱边圆弧半径大幅的减少。又由于刨槽后折弯处剩余板厚较薄,折弯时的变形力也会相应的降低,不会扩散影响到未折弯区域,因此折弯后工件表面不存在折痕,且由于折弯处板厚较薄,折弯时所需压力的降低很好地避免了装饰面出现压痕的风险。这样就能满足酒店、银行、商业中心、机场等高档场所的金属装饰中,对工件棱边圆弧半径小、表面无折痕、装饰面无压痕的工艺要求了。
降低了板材折弯所需要的设备吨位
在折弯工艺中,金属板材所需折弯力和其厚度成正比。金属板材厚度越大,所需折弯力就越大,所需的设备吨位也相应提高。在折弯前对金属板材折弯处进行V形刨槽后,使得该处板材剩余厚度大大减少,这样板材折弯时所需折弯力也会相应减小,从而使得厚板能在较小吨位的折弯机上进行折弯。这样做既减少了对设备的投资,又节约了能耗和场地。
复杂形状工件的弯制以及对回弹力的控制
图2所示的零件在一般的折弯机上无法折弯成形,但可以通过在折弯处开V形槽后再进行手工折弯的方式来实现该零件的折弯成形。此外,还可以通过控制板材剩余厚度的方法来实现对回弹力和回弹角的控制。若将刨槽后的剩余板厚控制在0.3mm左右,就能使回弹角变得很小,回弹基本可以忽略。
V形槽的开槽方式
在钣金生产中,常用龙门刨床和金属薄板开槽机对金属板材进行V形开槽。将所要刨槽折弯的板材放到开槽机上进行定位,然后输入板材厚度进行自动对刀刨槽。在刨槽时,要注意以下两个方面。
开槽深度和剩余厚度设置

图3 刨槽效果
在板厚一定的情况下,开槽深度和剩余厚度是一个对应值,根据折弯工艺要求先设定一个剩余厚度值,一般默认设为0.8mm,最小不宜小于0.3mm。然后根据板材的厚度设置走刀数以及进刀深度。由于要控制毛刺和保护刀具,进刀量不宜太大,一般第一刀槽深不能超过0.8mm,且至少要分两刀进行,不宜一刀刨完。例如对一块板厚为1.2mm、开槽后板厚余量为0.5mm的不锈钢板材进行刨槽,第一刀设置0.5mm的进刀量,第二刀设置0.2的进刀量。两刀过后,剩余量刚好达到0.5mm,且毛刺相对较小,如图3所示。
开槽角度的设置
由折弯工艺可知,金属板材在折弯成形时,都有不同程度的回弹变形,从而造成折弯角度的偏差。在开V形槽时,可根据工件所需折弯角度进行合理化开槽。一般V形槽的开槽角度都要比折弯成形的角度大1°~2°,例如折弯一个90°的工件,V形槽角度可开成92°(图4),这样就能很好的避免折弯回弹造成的角度误差了(图5)。
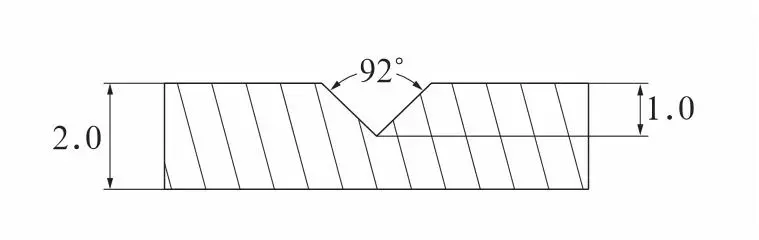
图4 开槽角度与深度

图5 成形及控制回弹效果
槽刀的选择和数量的设定
槽刀的种类与选择
槽刀的种类主要分为菱形顶角槽刀、正方形槽刀、三角形槽刀、圆形槽刀等(图6),刨槽时可根据V槽的不同形状和角度来选择合适的刀具。刨普通V形槽时,刀具角度应该小于V形槽的角度。例如V形槽角度为45°~60°时应选择菱形顶角为35°的槽刀,角度为60°~80°时应选择正三角形槽刀,角度为80°~90°时应选择菱形顶角为80°的槽刀,角度大于90°时应选择正方形槽刀,开圆槽时则选用圆形槽刀。
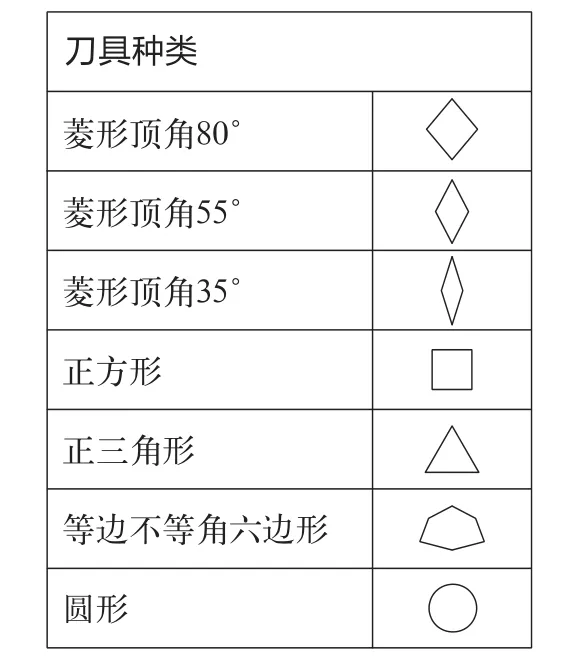
图6 刀具种类与形状
刀具数量的设定
在对尺寸较长的板材进行较深的刨槽时,单把刀具进行连续刨槽路径较长容易造成刀具过热磨损、刨槽效果变差、毛刺较大等问题。例如对一块长为2m的不锈钢进行2mm的刨槽时,若第一刀进刀量设置为0.5mm,连续刨2m,刀具会因发热过大而硬度变软,容易导致1.5m以后的刨槽质量下降,毛刺增大;若进刀量为0.2mm的话,刨完2mm的V形槽需要走10刀,大大影响加工效率。因此,对尺寸较长的板材进行刨槽时,除了要设置好进刀量以外,还要设置同时工作的刀具数量,这种情况下一般采用3~4把刀同时工作(图7),每把刀的进刀量相差2mm左右,如第一把刀进刀量为5mm,则第二、第三、第四把刀进刀量分别为7mm、9mm、11mm。这样既能保证刨槽质量,又能提高工作效率。

图7 槽刀的数量及安装方式
如何避免折弯角度和尺寸的偏差
对于折弯工艺而言,折弯成形的好坏主要取决于折弯的角度和尺寸这两个重要的参数。折弯时,为了保证折弯的成形尺寸和角度,需要注意以下几个方面的问题。
⑴上下模对刀不同心,会导致折弯尺寸出现误差,折弯前需先对上下模刀具进行对心调整。
⑵后挡料块左右位置移动后,板料与下模的相对位置可能发生变化,从而影响折弯尺寸,折弯前需重新测定后挡料块位置距离。
⑶工件与下模平行度不够,会造成折弯回弹,影响折弯角度,折弯前需测量并调整平行度。
⑷一次折弯角度不足时,二次折弯也会受到影响,折弯误差的累积会导致工件成形尺寸和角度误差加大,因此保证单边折弯时的准确性尤为重要。
⑸折弯时,下模V口的大小与折弯压力成反比,在加工不同厚度的金属板材时,需要按规定选择合适的下模V形槽,一般选择板厚的6~8倍最为合适。
⑹工件在刨V形槽后在折弯机上进行折弯时,要保证上模棱边、工件V形槽底边以及下模V形槽底边在同一垂面上。
⑺在对刨槽后工件进行折弯时,为了防止夹刀,上模角度最好控制在84°左右。
结束语
刨槽工艺作为折弯工艺中的一种新型加工工艺,是市场选择的结果。随着工艺技术的不断发展,企业对工艺人员的要求也越来越高。作为工艺员的我们,只有熟练掌握各项加工工艺,才能制造出更优良的产品;只有不断的探索和追寻新的工艺,才能生产出更加优秀的产品。市场竞争不同情弱者,不创新突破只能出局。
——节选自《钣金与制作》2018年第7期 返回搜狐,查看更多
责任编辑: