一种仿金属雕刻工艺印刷品及印制方法与流程
1.本发明属于印刷技术领域,具体是涉及到一种仿金属雕刻工艺印刷品及印制方法。
背景技术:
2.印刷行业中常用一种热凸烫金技术,即在实现热烫金的同时,对烫金位置进行击凸加工,使承印材料烫压一次成型,有利于进行大面积图纹的烫金处理,制作效果美观,一般用于仿立体效果(如浮雕等)图案的印制。但针对更为精细的金属雕刻效果,就难以通过热凸烫金的印制技术还原。另外,热凸烫金采用机械加工雕刻或蚀刻工艺制作,结构较粗,多在150μm以上,不能制作更加细腻的图文效果。
技术实现要素:
3.本发明要解决的技术问题是提供一种能呈现裸眼三维立体效果和动态变化效果,能减少工艺环节,降低生产成本的仿金属雕刻工艺印刷品的印制方法。
4.为了达到上述目的,本发明的技术方案如下,一种仿金属雕刻工艺印刷品的印制方法,包括以下步骤:
5.设计仿金属雕刻图案,对仿金属雕刻图案进行解构,获得带有仿金属雕刻微结构的模具;
6.通过模具将仿金属雕刻微结构上的图文信息转移至树脂膜的表面上;
7.对承载图文信息的树脂膜进行真空镀铝,形成浮雕面;
8.将浮雕面转移至承印物上,得到印刷半成品;
9.在印刷半成品上使用油墨色彩印刷对浮雕面进行色彩渲染,形成仿金属雕刻工艺的印刷品。
10.优选的,所述仿金属雕刻微结构包括图案主体和背景区,所述图案主体包括阵列排布的第一单元点,每个所述第一单元点包括按周期排布的柱透镜,所述柱透镜排布的一个周期包括一个横截面为拱形的凸起结构和间隙,通过柱透镜的周期和取向角表现光影效果,所述背景区包括阵列排布的第二单元点,所述第二单元点包括均匀分布的光栅结构,不同第二单元点内的光栅结构可有不同的周期和取向角,通过光栅结构的周期和取向角形成彩色衍射图像。
11.优选的,所述第一单元点的宽度为8-100μm,所述柱透镜的周期为4-100μm,柱透镜的取向角为0-180
°
,柱透镜凸起的高度为3-10μm,所述间隙为2-20μm,所述第二单元点的宽度为10-200μm,所述光栅结构的周期为0.4-2μm,光栅结构的凹槽深度为50-500nm。
12.优选的,所述仿金属雕刻微结构还包括网状浮雕线条和/或雕刻边线浮雕,所述网状浮雕线条和/或雕刻边线浮雕为不同周期和取向角的斜坡结构表现立体浮雕效果。
13.优选的,所述网状浮雕线条和雕刻边线浮雕的截面为三角形或者梯形。
14.优选的,所述网状浮雕线条和/或雕刻边线浮雕的周期为4-100um,高度为1-5um。
15.优选的,所述对浮雕面进行色彩渲染包括依次印刷的平网花底层和花纹中间调层。
16.优选的,所述平网花底层为使用100%专黄色墨通版印刷的底色层,所述花纹层次中间调层为使用红色墨印刷的花纹图案层,所述花纹图案区域的阶调范围为10%-70%,所述背景区空出,不着油墨。
17.优选的,将所述浮雕面转移至纸张承印物上时,可保留树脂膜或揭掉树脂膜。
18.本发明还提供一种仿金属雕刻工艺印刷品,所述仿金属雕刻工艺印刷品由上述的仿金属雕刻工艺印刷品的印制方法制得。
19.本发明的有益效果是,将仿金属雕刻图案转化为仿金属雕刻微结构,再通过模具将仿金属雕刻微结构上的图文信息转移至树脂膜上,能减少工艺环节,降低生产成本,对印刷半成品进行色彩渲染和加强,能呈现裸眼三维立体效果和动态变化效果,图案立体逼真,提升防伪性能,具有绿色环保、科技时尚的特点,产品可以用于日化用品的标签、包装外盒及包装袋,具有良好的推广前景。
附图说明
20.图1为本发明仿金属雕刻微结构的结构示意图;
21.图2为平网花底层的结构示意图;
22.图3为花纹层次中间调层的结构示意图;
23.图4为图案主体的结构示意图;
24.图5为光栅结构的结构示意图;
25.图6为网状浮雕线条的结构示意图;
26.图7为背景区的结构示意图;
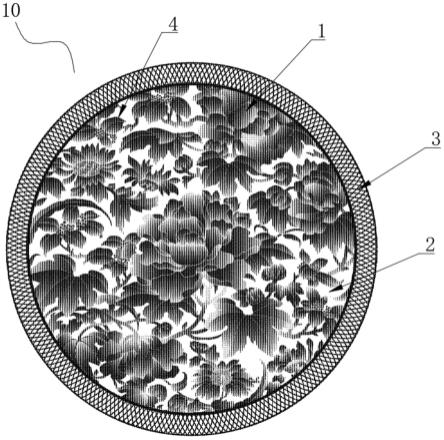
27.图8为仿金属雕刻工艺印刷品的结构示意图。
28.在图中,10、仿金属雕刻微结构;1、图案主体;11、凸起结构;12、间隙;2、背景区;3、网状浮雕线条;4雕刻边线浮雕。
具体实施方式
29.下面结合附图和具体实施例,对本发明的技术方案作进一步具体的说明:
30.请一并参阅图1-7,本实施例提供的仿金属雕刻工艺印刷品的印制方法,包括以下步骤:
31.设计仿金属雕刻图案,先通过反射型浮雕光栅条纹的动态技术,对仿金属雕刻图案进行解构,获得带仿金属雕刻微结构的模具;
32.再通过注塑、热压等工艺将仿金属雕刻微结构上的图文信息转移至树脂膜的表面上;
33.然后对承载图文信息的树脂膜进行真空镀铝,形成浮雕面;
34.接着将浮雕面转移至承印物上,得到印刷半成品,此时,在自然光源下可见,印刷半成品表面是亮丽纯净的白色光泽,与传统的全息白相比,亮度更高,有强烈的眩光效果,质感类似金属的闪亮效果,以模拟金属质感的三维立体动态变化,实现特殊的光学纹理效果;
35.最后在印刷半成品上使用油墨色彩印刷对浮雕面进行色彩渲染,形成仿金属雕刻工艺的印刷品。
36.本发明优点在于,将仿金属雕刻图案转化为仿金属雕刻微结构,再通过模具将仿金属雕刻微结构上的图文信息转移至树脂膜上,能减少工艺环节,降低生产成本,对印刷半成品进行色彩渲染和加强,能呈现裸眼三维立体和金属质感动态变化效果,提升防伪性能,具有绿色环保、科技时尚的特点。
37.更具体的,所述仿金属雕刻微结构10包括图案主体1和背景区2,所述图案主体1包括阵列排布的第一单元点,每个所述第一单元点包括按周期t1排布的柱透镜,所述柱透镜排布的一个周期t1包括一个横截面为拱形的凸起结构11和间隙12,通过柱透镜的周期t1和取向角表现光影效果,所述背景区2包括阵列排布的第二单元点,所述第二单元点包括均匀分布的光栅结构,不同第二单元点内的光栅结构可有不同的周期t2和取向角,通过光栅结构的周期t2和取向角形成彩色衍射图像。
38.更具体的,所述第一单元点的宽度为8-100μm,所述柱透镜的周期t1为4-100μm,柱透镜的取向角为0-180
°
,柱透镜凸起的高度h1为3-10μm,所述间隙l1为2-20μm,所述第二单元点的宽度l2为10-200μm,所述光栅结构的周期t2为0.4-2μm,光栅结构的凹槽深度h2为50-500nm。
39.更具体的,所述仿金属雕刻微结构10还包括网状浮雕线条3和雕刻边线浮雕4,所述网状浮雕线条3和雕刻边线浮雕4为不同周期t3和取向角的斜坡结构表现立体浮雕效果。
40.更具体的,所述网状浮雕线条和雕刻边线浮雕的截面为三角形或者梯形,梯形可以是双面斜坡,也可以是单面斜坡。
41.更具体的,所述网状浮雕线条3和雕刻边线浮雕4的周期t3为4-100um,高度h3为1-5um。
42.更具体的,所述对浮雕面进行色彩渲染包括依次印刷的平网花底层和花纹中间调层。
43.更具体的,所述平网花底层为使用100%专黄色墨通版印刷的底色层,所述花纹层次中间调层为使用红色墨印刷的花纹图案层,所述花纹图案区域具有中间调层次表现,其阶调范围为10%-70%,所述背景区空出,不着油墨。
44.更具体的,将所述浮雕面转移至纸张承印物上时,可保留树脂膜或揭掉树脂膜。
45.在本实施例中,采用金属模具,以保证模具的使用寿命,图案主体1为花叶。可以理解的是,模具还可以采用其他硬质材料,图案主体1还可以为字体、几何形状或图样。
46.如图8所示,本发明还提供一种仿金属雕刻工艺印刷品,所述仿金属雕刻工艺印刷品由上述的仿金属雕刻工艺印刷品的印制方法制得,可以用于日化用品的标签、包装外盒及包装袋,具有良好的推广前景。
47.以上实施例仅用于说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 液体喷出装置的制作方法
- 图像形成装置的制作方法
- 丝网印刷版和丝网印刷方法与流...
- 记录装置以及记录装置的控制方...
- 液体喷射头以及液体喷射装置的...
- 喷墨打印系统的制作方法
- 一种用于吊牌的快速干燥双面印...
- 喷印装置及喷墨打印机的制作方...
- UV印刷机中的紫外光固化装置...
- 一种万能打印机的吸附平台升降...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1