一种多工位LED灯组装机的制作方法
一种多工位led灯组装机
技术领域
1.本实用新型涉及led灯组装设备,具体地涉及一种多工位led灯组装机。
背景技术:
2.led灯的组装过程主要有以下步骤:整理灯线-上胶-拧灯头-修剪和压紧灯线-焊接灯线-产品检验等。这些步骤在传统流水线上都是通过工人手工作业完成,因此,需要大量熟练工人,造成人力成本高,并且工人容易疲劳导致生产效率低和产品不良率高等问题。因此,急需开发一种自动化程度高的led灯组装机。
技术实现要素:
3.本实用新型旨在提供一种多工位led灯组装机,以实现led灯的自动组装。为此,本实用新型采用的具体技术方案如下:
4.一种多工位led灯组装机,其可包括转盘,所述转盘沿周向均布有上灯杯工位、理线和驱动定高工位、上胶工位、上灯头工位、旋灯头工位、剪灯线和压灯线工位、灯头焊锡工位、焊锡ccd检测工位、通电检测工位、ok品下料工位、ng品剔除工位,每个工位对应设有一个灯杯治具,上灯杯装置、理线和驱动定高装置、上胶装置、上灯头装置、旋灯头装置、剪灯线和压灯线装置、灯头焊锡装置、焊锡ccd检测装置、通电检测装置、ok品下料装置和ng品剔除装置环绕所述转盘布置在相应工位上,所述转盘由间歇动力驱动机构驱动作间歇式转动,以配合相应装置完成led灯的自动组装作业。
5.进一步地,所述上灯杯装置包括二维运动模组和与所述二维运动模组驱动连接的夹料组件,夹料组件包括手指气缸和固定在所述手指气缸的手指上的左右夹头,所述左右夹头的夹持面为圆弧面。
6.进一步地,所述左右夹头之间的间距可调节。
7.进一步地,所述上胶装置包括供胶定量系统、上胶机构、刷胶笔、旋转组件和升降组件,所述上胶机构包括上胶升降组件、出胶控制器和出胶头,所述出胶控制器与所述上胶升降组件驱动连接并且其进胶口与所述供胶定量系统流体连通,所述出胶头固定连接于所述出胶控制器的出胶口,用于将胶水灌注到led灯的灯杯的灯头安装部位,所述刷胶笔固定安装在所述出胶头和所述灯杯治具之间,用于将溢出所述灯头安装部位的胶水刷匀,所述旋转组件安装在所述灯杯治具下方,用于驱动所述灯杯治具转动,所述升降组件用于驱动所述旋转组件上升和下降,以使所述旋转组件能够与所述灯杯治具连接或脱开。
8.进一步地,所述供胶定量系统可包括两个胶水罐,每个所述胶水罐通过一胶水软管连接至所述出胶控制器的进胶口。
9.进一步地,所述上灯头装置包括灯头供料振动盘组件、机构升降组件和上灯头机构,所述机构升降组件安装在所述灯头供料振动盘组件的出料口上方,用于驱动所述上灯头机构上升和下降,所述上灯头机构包括灯头升降组件和灯头指夹,所述灯头升降组件用于驱动灯头指夹上升和下降,所述灯头指夹用于夹持离开所述灯头供料振动盘组件的出料
口的灯头。
10.进一步地,所述旋灯头装置包括旋灯头机构和灯杯抱紧指夹,所述旋灯头机构包括升降组件、驱动电机、旋转轴和灯头抱紧指夹,所述升降组件用于驱动所述旋转轴升降,所述驱动电机用于驱动所述旋转轴旋转,所述灯头抱紧指夹固定连接于所述旋转轴,用于夹持灯头,所述灯杯抱紧指夹位于所述灯头抱紧指夹正下方,用于夹持灯杯。
11.进一步地,所述灯头焊锡装置包括灯头焊锡机构和挡锡指夹组件,所述灯头焊锡机构包括手臂进退组件、手臂升降组件、电烙铁和自动送锡组件,所述手臂进退组件和所述手臂升降组件用于驱动所述电烙铁前后运动和上下运动,所述自动送锡组件用于将锡条输送到焊接位置,与所述电烙铁接触。
12.进一步地,所述焊锡ccd检测装置包括固定支撑杆、ccd工业摄像头和同轴光源,所述ccd工业摄像头和所述同轴光源安装在所述固定支撑杆上,位于待检测的led灯正上方。
13.进一步地,所述通电检测装置包括正极通电组件、负极通电指夹和光敏检测器,所述正极通电组件包括气缸和触头,所述气缸驱动所述触头与led灯的灯头正极接触,所述负极通电指夹包括手指气缸和固定在所述手指气缸的一对金属弹簧,一对金属弹簧呈八字形布置,所述光敏检测器布置在待检测的led灯的正下方。
14.本实用新型采用上述技术方案,具有的有益效果是:本实用新型能够实现led灯的自动组装作业,生产效率高,大大降低了人力成本,并且能够自动剔除不良品,降低了不良品流入市场的风险。
附图说明
15.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
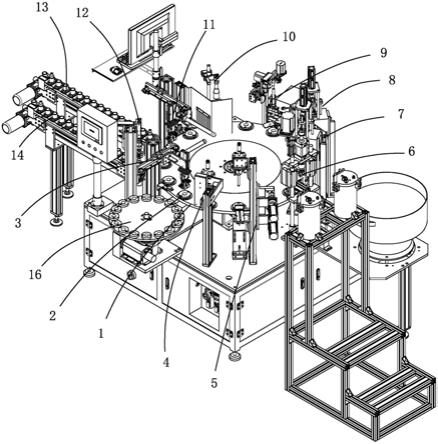
16.图1是本实用新型的多工位led灯组装机的立体图;
17.图2是图1所示的多工位led灯组装机的俯视图;
18.图3是图1所示的多工位led灯组装机的上灯杯装置的立体图;
19.图4是图1所示的多工位led灯组装机的理线和驱动定高装置的立体图;
20.图5是图1所示的多工位led灯组装机的上胶装置的立体图;
21.图6是图1所示的多工位led灯组装机的上灯头装置的立体图;
22.图7是图1所示的多工位led灯组装机的旋灯头装置的立体图;
23.图8是图1所示的多工位led灯组装机的剪灯线和压灯线装置的立体图;
24.图9是图1所示的多工位led灯组装机的灯头焊锡装置的立体图;
25.图10是图1所示的多工位led灯组装机的焊锡ccd检测装置的立体图;
26.图11是图1所示的多工位led灯组装机的通电检测装置的立体图。
具体实施方式
27.现结合附图和具体实施方式对本实用新型进一步说明。
28.如图1和2所示,一种多工位led灯组装机可包括转盘1,所述转盘1沿周向均布有上
灯杯工位ⅰ、理线和驱动定高工位ⅱ、上胶工位ⅲ、上灯头工位ⅳ、旋灯头工位
ⅴ
、剪灯线和压灯线工位ⅵ、灯头焊锡工位ⅶ、焊锡ccd检测工位
ⅷ
、通电检测工位
ⅸ
、ok品下料工位
ⅹ
和ng品剔除工位
ⅺ
等,每个工位对应设有一个灯杯治具2,灯杯治具2用于定位放置led灯的灯杯,需要时可作水平旋转。上灯杯装置3、理线和驱动定高装置4、上胶装置5、上灯头装置6、旋灯头装置7、剪灯线和压灯线装置8、灯头焊锡装置9、焊锡ccd检测装置10、通电检测装置11、ok品下料装置12和ng品剔除装置13环绕所述转盘1布置在相应工位上。转盘1由间歇动力驱动机构驱动作间歇式转动,以配合相应装置完成led灯的自动组装作业。其中,间歇动力驱动机构可包括电机和与电机驱动连接的出力转轴,转盘1安装在的出力转轴上,电机驱动出力转轴转动,带动转盘1作间歇转动。下面分别对上述各个装置的具体机构进行说明。
29.如图3所示,上灯杯装置3可包括手臂进退组件31、手臂升降气缸32和夹料组件33,手臂进退组件31和手臂升降气缸32构成二维运动模组,用于驱动料组件33前进后退和上下运动,以完成将灯杯从料盘16转移到转盘1的灯杯治具2上。具体地,手臂进退组件31可包括进退气缸311、滑轨312和滑块313等,手臂升降气缸32的安装座321固定在滑块313上,进退气缸311的活塞杆连接于安装座321。夹料组件33可包括手指气缸331和固定在所述手指气缸的手指上的左右夹头332。手指气缸331固定连接于手臂升降气缸32的活塞杆。左右夹头332的夹持面为圆弧面,以提高与灯杯的接触面积,确保灯杯在上料过程中不会脱落。优选地,左右夹头332之间的间距可调节,以适应于不同规格的led灯。
30.如图4所示,理线和驱动定高装置4可包括灯杯定位指夹41、理线校正指夹42和驱动定高组件43。灯杯定位指夹41用于夹持灯杯,理线校正指夹42用于将灯杯上的灯线理正。驱动定高组件43可包括升降气缸431和固定连接于升降气缸431的活塞杆的校正杆432。通过升降气缸431驱动校正杆432向下运动,以将灯杯中的驱动模块下压到所需位置,确保后续
31.如图5所示,上胶装置5可包括供胶定量系统51、上胶机构52、刷胶笔53、旋转组件54和升降组件55等。供胶定量系统51用于提供胶水(例如ab胶),可包括支架511和固定放置在支架511上的两个胶水罐512。两个胶水罐512分别装有a胶和b胶。支架511具有台阶5111,以方便胶水罐512的补充胶水作业。每个胶水罐512通过一胶水软管513连接至上胶机构52的出胶控制器522的进胶口。上胶机构52可包括上胶升降组件521、出胶控制器522和出胶头523,出胶控制器522与上胶升降组件521驱动连接并且其进胶口与供胶定量系统51(具体地,胶水罐512)流体连通,出胶头523固定连接于所述出胶控制器522的出胶口,用于将胶水灌注到led灯的灯杯的灯头安装部位。刷胶笔53固定安装在出胶头523和旋转组件54之间。旋转组件54位于刷胶笔53的下方,用于驱动灯杯转动,随着灯杯旋转,刷胶笔53将溢出灯头安装部位的胶水刷匀,确保后续灯头与灯杯的粘结可靠。升降组件55用于驱动旋转组件54上升和下降,以使旋转组件54能够与装有灯杯的灯杯定位模具连接或脱开。
32.如图6所示,上灯头装置6包括灯头供料振动盘组件61、机构升降组件62和上灯头机构63,所述机构升降组件62安装在所述灯头供料振动盘组件61的出料口上方,用于驱动上灯头机构63上升和下降,以将上灯头机构63移动到灯头供料振动盘组件61的出料口。所述上灯头机构63包括灯头升降组件631和灯头指夹632,灯头指夹632用于夹持离开所述灯头供料振动盘组件的出料口的灯头,所述灯头升降组件631用于驱动灯头指夹632上升和下降,以将灯头套接到灯杯上。
33.如图7所示,旋灯头装置7可包括旋灯头机构71和灯杯抱紧指夹72,所述旋灯头机构71包括升降组件711、旋转轴712、驱动电机713、升降弹压组件714和灯头抱紧指夹715,所述升降组件711用于驱动所述旋转轴712升降,所述驱动电机713用于驱动旋转轴712旋转,升降弹压组件714可包括限位块7141和弹簧7142,限位块7141滑动套设在旋转轴712上,弹簧7142套设在旋转轴712上,其上端抵接限位块7141,下端抵接灯杯抱紧指夹72。灯头抱紧指夹72固定连接于旋转轴712的下端,用于夹持灯头。灯杯抱紧指夹72位于灯头抱紧指夹72正下方,用于夹持灯杯。旋灯头时,灯杯抱紧指夹72夹紧灯杯,升降组件711驱动灯头抱紧指夹715下降,灯头抱紧指夹715夹紧灯头,然后驱动电机713旋转,将灯头旋紧。优选地,驱动电机713为伺服电机,可以设定并控制扭力,确保灯头可以旋紧,同时不会因为旋过度而打滑。
34.如图8所示,剪灯线和压灯线装置8可包括剪线组件81、灯线收集组件82和压灯线组件83。剪线组件81用于将多余的灯线剪掉。灯收集组件82用于将剪掉的灯线吹到收集箱。压灯线组件83用于将灯线压在灯头的触点上。
35.如图9所示,灯头焊锡装置9可包括灯头焊锡机构91和挡锡指夹组件92,所述灯头焊锡机构91包括手臂进退组件911、手臂升降组件912、电烙铁913和自动送锡组件914,所述手臂进退组件911和所述手臂升降组件912用于驱动电烙铁913前后运动和上下运动,以将电烙铁913移动到焊接位置,所述自动送锡组件914自动将锡条输送到焊接位置,与电烙铁913接触,从而将灯线焊接在灯头的触点上。焊接时,挡锡指夹组件92的挡板关闭,以防止焊锡掉落到led灯的灯杯上。
36.如图10所示,焊锡ccd检测装置10可包括固定支撑杆101、ccd工业摄像头102和同轴光源103,所述ccd工业摄像头101和所述同轴光源103安装在所述固定支撑杆101上,位于待检测的led灯正上方。ccd工业摄像头101采集的图像送至工控机进行识别,判断焊接是否合格,并输出检测结果。
37.如图11所示,通电检测装置11可包括正极通电组件111、负极通电指夹112和光敏检测器113,其中,所述正极通电组件111可包括气缸1111和触头1112,所述气缸1111驱动所述触头1112与led灯的灯头正极接触,所述负极通电指夹112包括手指气缸1121和固定在所述手指气缸1121的一对金属弹簧1122,一对金属弹簧1122呈八字形布置,手指气缸1121驱动金属弹簧1122与led灯的灯头负极接触。光敏检测器113布置在待检测的led灯的正下方。当光敏检测器113检测到led灯的亮度符合标准要求时,发送合格信号给控制系统,否则发送不合格信号。
38.返回图1,ok品下料装置12和ng品剔除装置13的结构与上灯杯装置3的结构基本相同,这里不再细述。当焊锡ccd检测装置10和通电检测装置11的检测结果都是合格时,ok品下料装置12动作,将产品从转盘1转移到合格品输送线14上,否则ng品剔除装置13动作,将产品从转盘1转移到不合格品输送线15上。
39.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种新型卷板开平装置的制作方...
- 一种扩孔芯棒使用的锻造加工设...
- 一种自动化步进冲孔设备的制作...
- 用于裁切焊接机的夹线输送装置...
- 一种拉刀旋转定位装置的制作方...
- 一种预应力电线杆骨架成型用加...
- 一种用于裁切焊接机的应力去除...
- 一种用于制动鼓的定位压紧装置...
- 一种耐火材料成型装置的制作方...
- 工件加工装置的制作方法
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1