制备直接浇铸成型特厚有机玻璃板材的方法与流程
1.本发明涉及特厚有机玻璃板材制备技术领域,尤其涉及一种制备直接浇铸成型特厚有机玻璃板材的方法。
背景技术:
2.聚甲基丙烯酸甲酯(pmma),俗称有机玻璃、亚格力,是一种透明的高分子材料,具有良好的透光性、耐气候性、电绝缘性和加工性能,使其广泛的应用于航空、汽车、建筑、医学等领域。甲基丙烯酸甲酯本体聚合是先将精甲基丙烯酸甲酯单体在聚合釜中预聚合,再将预聚合好的浆液灌入制备好的模型中进行低温聚合,最后在进行高温处理制得有机玻璃板材。由于甲基丙烯酸甲酯在聚合反应过程中放出大量反应热,尤其是特厚有机玻璃板材反应热大,若热量不及时导出,会使有机玻璃板材聚合反应不均匀产生爆聚。
3.现有制备有机玻璃工艺一般采用硅玻璃板做模具进行风浴聚合,然而以硅玻璃板做模具及以空气为传热介质的风浴聚合系统,传热系数低,不能把聚合过程中放出的大量反应热及时导出,使有机玻璃板材聚合时产生爆聚。
4.随着特厚直接浇铸成型有机玻璃板材在核设施、潜水艇的视镜、观察窗等领域的广泛应用,现有聚合方式和传热体系不能及时把聚合体系内放出的热量及时导出,产生爆聚,不能直接浇铸制备出特厚的有机玻璃板材。现国内直接浇铸成型制备出的有机玻璃板材厚度不超过100mm厚度,厚度无法满足特殊行业的要求,因此直接浇铸成型特厚有机玻璃板材的生产迫在眉睫。
技术实现要素:
5.为了解决上述技术问题,本发明提供了一种制备直接浇铸成型特厚有机玻璃板材的方法,消除聚合时的爆聚现象。
6.为实现此技术目的,本发明采用如下方案:制备直接浇铸成型特厚有机玻璃板材的方法,按如下步骤进行:步骤一、将精制合格的甲基丙烯酸甲酯加入耐光剂uvp、引发剂aibn、引发剂dcp进行预聚合;步骤二、将预聚合好的浆液灌入模型中进行水浴低温聚合,模型采用不锈钢材质制作,低温聚合时采用变温聚合,聚合过程中连续补加步骤一得到的预聚合好的甲基丙烯酸甲酯浆液至模型中;步骤三、步骤二得到的有机玻璃板材经过高温处理制成直接浇铸成型特厚有机玻璃板材。
7.与现有技术相比,本发明的有益效果在于:本发明采用不锈钢板材做模具,边缘用橡胶垫管包裹涤纶薄膜进行密封,将预聚合好的甲基丙烯酸甲酯浆液灌注到模型中,放入水浴聚合装置中进行低温本体聚合,在聚合过程中进行连续补加预聚合好的浆液,最后再进行高温处理,制备出厚度达250mm的直接浇筑成型有机玻璃板材;由于在甲基丙烯酸甲酯
0.05份、引发剂aibn 0.0007份、引发剂dcp 0.0003份,按比例加入到聚合釜中,搅拌升温到80~85℃反应。反应维持至浆液粘度达到12~20秒时,降温,制成mma预聚合浆液后待用。
20.模型的制备:将表面处理干净的不锈钢下模具放置在制模台上,用电动葫芦将不锈钢上模具吊起,在下模具边缘上放置包裹好涤纶薄膜的橡胶垫条,在对模型内部进行除杂、除尘后将上模具放下合模夹紧,将制好的模型用电动葫芦立置于水浴聚合装置内。
21.将预聚合好的甲基丙烯酸甲酯(mma)浆液在常温下、0.075~0.085mpa真空度下抽真空处理30分钟后灌注于模型内,直至灌满,灌浆口始终与浆液计量瓶连接且保持计量瓶内始终有预聚合好的浆液,进行连续补浆液。将水浴聚合温度升至28℃(
±
1℃)维持反应40~50小时,之后在降温到23℃维持24小时,再降温到18℃(
±
1℃)维持500小时去边。去边后转入高温烘房进行140℃高温维持处理6h ,之后降温脱模,再将制得的有机玻璃板材进行切割、研磨抛光处理,制得直接浇筑成型特厚有机玻璃板材。板材聚合均匀,无气泡、杂质,光学性能良好。
22.对比例1(板材厚度:250mm,采用硅玻璃板为模具,传统风浴低温聚合)按实施例制备出甲基丙烯酸甲酯(mma)浆液,待用。
23.模型的制备:将洗涤干净的硅玻璃板材在制模室制备模型,先将下面硅玻璃平放在制模台上,在把包裹好涤纶薄膜的橡胶垫条放在模具四周,在对模型内部进行吹风除杂、除尘后将上硅玻璃放下合模夹紧,将制备好的模型平放置在风浴聚合车上。
24.将预聚合好的甲基丙烯酸甲酯(mma)浆液在常温下、0.075~0.085mpa真空度下抽真空处理30分钟后灌注于模型内,直至灌满浆液为止,封口,排除模型内部空气。将灌满浆液的模型推入风浴聚合装置,将风浴聚合温度升至28℃(
±
1℃)维持,待模型边部出现聚合圈时降温到23℃维持24h,再降温到18℃(
±
1℃)维持500小时,在低温聚合维持过程中有机玻璃板材发生爆聚,不能制备出特厚有机玻璃板材。
25.对比例2(板材厚度:250mm,采用硅玻璃板为模具,水浴低温聚合)按实施例制备出甲基丙烯酸甲酯(mma)浆液,待用。
26.模型的制备:将洗涤干净的硅玻璃板材在制模室制备模型,先将下面硅玻璃平放在制模台上,在把包裹好涤纶薄膜的橡胶垫条放在模具四周,在对模型内部进行吹风除杂、除尘后将上硅玻璃放下合模夹紧,将制备好的模型用电动葫芦立置于水浴聚合装置内。
27.将预聚合好的甲基丙烯酸甲酯(mma)浆液在常温下、0.075~0.085mpa真空度下抽真空处理30分钟后灌注于模型内,直至灌满浆液为止,封口。将水浴聚合温度升至28℃(
±
1℃)维持40~50小时,之后在降温到23℃维持24小时,再降温到18℃(
±
1℃)维持500小时,在水浴低温聚合后期有机玻璃板材发生爆聚。不能制备出特厚有机玻璃板材。
28.对比例3(板材厚度:250mm,采用不锈钢板材模具,水浴低温聚合)按实施例制备出甲基丙烯酸甲酯(mma)浆液,待用。
29.模型的制备:将表面处理干净的不锈钢下模具放置在制模台上,用电动葫芦将不锈钢上模具吊起,在下模具边缘上放置包裹好涤纶薄膜的橡胶垫条,在对模型内部进行除杂、除尘后将上模具放下合模夹紧,将制好的模型用电动葫芦立置于水浴聚合装置内。
30.将预聚合好的甲基丙烯酸甲酯(mma)浆液在常温下、0.075~0.085mpa真空度下抽真空处理30分钟后灌注于模型内,直至灌满,封口。将水浴聚合温度升至28℃(
±
1℃)维持40~50小时,之后在降温到23℃维持24小时,再降温到18℃(
±
1℃)维持500小时,出水浴
槽,出水浴槽后去边发现有机玻璃板材发生爆聚。不能制备出特厚有机玻璃板材。
31.实施例与比较例比较见表:
ꢀꢀꢀꢀꢀ
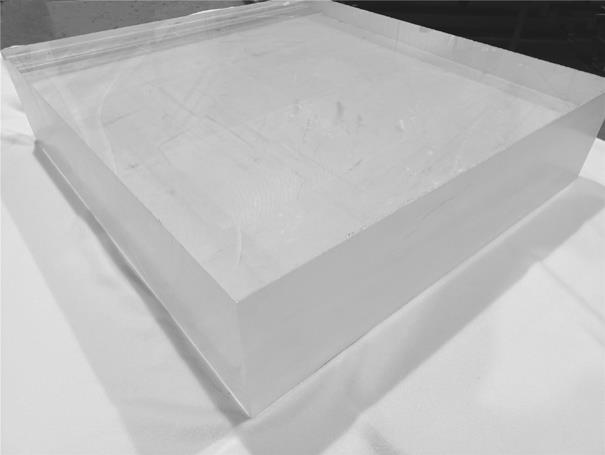
实施例对比例1对比例2对比例3模具不锈钢硅玻璃硅玻璃不锈钢聚合方式水浴聚合连续补浆液风浴聚合水浴聚合水浴聚合厚度规格250mm250mm250mm250mm产品情况合格(如图1)爆聚(如图2)爆聚爆聚(1)实施例按工艺要求能制备出聚合均匀,无气泡、杂质,光学性能良好(透过率≥90%)的特厚有机玻璃板材。
32.(2)对比例1由于硅玻璃和空气介质传热系数低,不能及时将聚合反应热导出,产生爆聚。不能制备出特厚的有机玻璃板材。
33.(3)对比例2改用水为传热介质的水浴聚合,聚合反应热也不能完全及时导出,产生爆聚。不能制备出特厚的有机玻璃板材。
34.(4)对比例3采用不锈钢为模具水浴聚合,甲基丙烯酸甲酯聚合过程中由于体积收缩(约20%),模型内产生真空,使有机板材与不锈钢模具分离,形成真空,不利于聚合热快速导出,也产生爆聚,不能制备出特厚的有机玻璃板材。
35.最后,需要注意的是:以上列举的仅是本发明的优选实施例,当然本领域的技术人员可以对本发明进行改动和变型,倘若这些修改和变型属于本发明权利要求及其等同技术的范围之内,均应认为是本发明的保护范围。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种可提高蛋白表达量的丝素蛋...
- 精氨酸脱羧酶生产菌及其构建方...
- 一种用于对苯二酚吸附的共价有...
- 一种制备甲基环己烯四酸二酐的...
- 一种环β-1,2-葡聚糖与姜...
- 包含木质素的可生物降解和/或...
- 一种高强度导热硅胶材料及其制...
- 气相二甲基二氯硅烷水解工艺的...
- 一种β-半乳糖苷酶响应的糖类...
- 一种根据微生物发酵液制备的药...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1