一种玻璃纤维增强树脂基复合材料密封箱体低漏率工艺成型方法与流程
1.本发明涉及复合材料箱体工艺成型领域,尤其涉及一种玻璃纤维增强树脂基复合材料密封箱体低漏率工艺成型方法。
背景技术:
2.vari(真空辅助树脂灌注成型)成型技术是在真空压力下,利用树脂的流动、渗透实现对纤维及其织物浸渍,并在真空压力下固化的成型方法,是一种低成本制作复合材料大型制件的成型技术,多用于大型玻璃纤维复合材料包装箱箱体的制造。玻璃纤维复合材料包装箱主体结构为玻璃纤维外蒙皮、整体钢质承力框架、pvc泡沫芯层、玻璃纤维内蒙皮。经研究增强材料预成型体的渗透率对真空辅助工艺树脂的流动特性具有重要影响,可有效提高复合材料包装箱气密性能,通过在pvc泡沫板加工树脂导流槽、钢架介质加工多孔结构、合理布局树脂导流管等,均可提高树脂导流渗透率。近年来,对于复合材料包装箱装配对接面的密封性,可进行装配结构设计,如调整密封槽与密封圈装配间隙、密封面化学镀工艺、加装密封结构件等方法,提高复合材料包装箱气密性能。
3.现有技术中公开号cn 114030205a的专利文献提出的一种包装箱及其制作方法,在预处理后的表面上制备纤维材料层;其中,纤维材料层包括树脂和纤维增强材料;在纤维材料层上依次铺设干态纤维、骨架和蒙皮,形成包装箱的预制体。采用vari成型技术制作复合材料包装箱,使其具备稳定不易开裂的优异性能。
4.现有技术中公开号cn 211919184u的专利文献提出的一种包装箱密封结构,进行包装箱密封槽及密封圈装配结构设计,包括有环向设置于箱盖密封面上的密封凸起部、位于箱体上且与所述密封凸起部相适配的凹槽、填充在所述凹槽内且用于实现包装箱气密封的硅橡胶密封条。当箱盖盖合在箱体上时,密封凸起部的底面和各侧面对硅橡胶密封条接触挤压形成曲折路径的密封路径,并实现包装箱气密封。
5.现有技术中公开号cn 212530527u的专利文献提出的一种包装箱密封结构,进行包装箱密封装配结构设计,包括有支撑块、底座主框架、防水斜槽板、密封护套、包装箱侧壁以及密封圈。底座主框架设置于支撑块上,底座主框架的表面周缘凹设有嵌置槽,防水斜槽板固定于底座主框架上,密封护套嵌于嵌置槽中固定,包装箱侧壁在底部向内卷边并垂直压紧密封护套,侧壁的内侧面固定有加强梁,密封圈夹紧于加强梁和防水斜槽板之间。通过利用包装箱侧壁垂直压紧密封护套,形成第一层密封,同时,加强梁压紧密封圈上,形成第二层密封。有效解决包装箱底座与箱体装配不能形成很好密封的问题。
6.现有技术中公开号cn 114231957a的专利文献提出的一种复合材料包装箱的复合密封层及密封结构,采用“法兰密封面—o型密封圈—法兰密封面”的密封形式,在包装箱箱盖上及包装箱下箱体上形成法兰密封面,包装箱箱盖上法兰密封面为平面结构,包装箱下箱体法兰密封面上成型环形沟槽,将o型密封圈嵌入沟槽,使用夹持搭扣将箱盖与箱体法兰密封面压紧,并在o型密封圈表面采用化学镀工艺制备得到镍复合二硫化钼密封层,在碳纤
维复合材料法兰表面采用溅射的方式制备得到类金刚石复合二硫化钼密封层,达到密封效果。
7.上述专利cn 114030205a采用vari成型技术制作复合材料包装箱,未涉及解决包装箱箱体气密性问题的工艺成型方法。专利cn 211919184u、cn 212530527u、cn 114231957a均仅针对包装箱装配结构的设计,提高箱体对接密封面气密性能,未涉及通过改进复合材料箱体成型工艺方法,确保包装箱“低漏率”性能指标要求。
8.本发明研究了大量文献和专利,但篇幅所限并未详细罗列所有的细节与内容,申请人保留在背景技术中增加相关现有技术之权利。
技术实现要素:
9.为解决大型玻璃纤维增强树脂基复合材料密封箱体漏气问题,本发明提供一种玻璃纤维增强树脂基复合材料密封箱体低漏率工艺成型方法。
10.本发明提出的一种玻璃纤维增强树脂基复合材料密封箱体低漏率工艺成型方法,包括以下步骤:
11.制备复合材料箱体毛坯件;
12.在箱体毛坯件的内腔铺敷浸润树脂的玻璃纤维布,并进行真空袋压成型;
13.采用密封喷涂工艺对真空袋压成型后的箱体内腔进行喷漆,并进行固化处理,得到玻璃纤维增强树脂基复合材料密封箱体。
14.进一步地,所述制备复合材料箱体毛坯件,包括:采用vari成型技术制备箱体毛坯件,并对箱体毛坯件的表面进行修整。
15.进一步地,所述对箱体毛坯件的表面进行修整,包括:采用打磨机对箱体毛坯件边角存在毛边的位置进行打磨处理;采用砂纸将箱体毛坯件表面残留的脱模剂进行打磨处理;采用吸尘器或毛刷清除箱体毛坯件内、外表面的多余物。
16.进一步地,所述在箱体毛坯件的内腔铺敷浸润树脂的玻璃纤维布,包括:采用与箱体毛坯件同类型的树脂基体,加入固化剂、促进剂进行树脂配兑;将玻璃纤维布在配兑的树脂中进行浸润处理;在箱体毛坯件的内腔铺敷浸润处理后的玻璃纤维布,用刮胶板刮平,使玻璃纤维布贴合内腔型面,且无气泡、无褶皱。
17.进一步地,所述玻璃纤维布为玻璃纤维多轴向经编织物。
18.进一步地,对于大型矩形卧式箱体内腔,所述玻璃纤维布的铺敷顺序为:操作人员进入箱体内腔,将玻璃纤维布从内向外仅均匀铺敷于腔体下表面,在异形或边角位置出现皱褶打不开时,用剪刀剪豁口再铺敷平整;玻纤布贴合内腔型面后静置10~20min,待树脂固化、黏流度升高并能够满足挂壁粘度后,将箱体旋转90
°
,按照相同操作方式完成其余表面的玻璃纤维布铺敷工作。
19.进一步地,所述真空袋压成型,包括:沿箱体内腔的裙边边缘从端头两边同时粘贴密封胶条,密封胶条不能对接,必须搭接;然后将脱模布疏松铺设在箱体内腔表面,脱模布可褶皱但不可绷紧,脱模布边缘要超出玻纤布铺敷层一定距离;然后在脱模布上均匀铺敷一层导流网;在箱体内腔裙边边缘四周分别等距布置真空管端口,真空管另一端连接真空泵;将真空袋膜粘在预先布置的密封胶条上,使真空袋膜与箱体内腔形成密封空间;对真空袋膜进行抽真空,并进行保压固化;优选地,待真空度达到-0.10~-0.08mpa后,保压固化,
要求常温固化时间不小于12h;进行脱模,包括去除真空袋膜、真空管、导流网及脱模布;去除多余毛边,确保箱体内腔表面光洁。
20.进一步地,所述采用密封喷涂工艺对真空袋压成型后的箱体内腔进行喷漆,包括喷涂底漆、喷涂聚脲涂料、喷涂封闭漆。
21.优选地,所述喷涂底漆,要求喷枪口与箱体内腔表面距离为100~200mm,喷枪压力为2~4kpa,走枪保持匀速,采用横向走枪与纵向走枪相结合的方法控制漆层厚度及均匀性;喷涂2~3道,每道漆膜厚度为20~30μm,喷涂间隔为30~60min,喷涂后常温固化时间为8~12h。
22.优选地,所述喷涂聚脲涂料,聚脲面漆在烘箱的固化温度为60~80℃,固化时间为30~60min;或进行常温固化,常温固化时间为8~12h;
23.优选地,所述喷涂封闭漆,包括选用丙烯酸水性封闭漆喷涂底漆及面漆;先喷涂底漆,喷枪口与箱体内腔表面距离为100~200mm,喷枪压力为0.1~0.3mpa,喷涂2~3道,每道漆膜厚度为30~40μm,喷涂间隔为30~60min,喷涂后常温固化时间为8~12h;再喷涂面漆,先喷涂较难喷涂的部分,然后再整体喷涂,喷涂2~3道,每道漆膜厚度为30~40μm,喷涂间隔为30~60min。
24.进一步地,所述固化处理为常温固化,时间不小于24h。
25.本发明还提供根据上述方法成型的玻璃纤维增强树脂基复合材料密封箱体。
26.本发明与现有技术相比有如下有益效果:
27.本发明基于成型后复合材料密封箱体毛坯件,采用真空袋压成型+密封喷涂工艺进行二次成型,解决包装箱复合材料本体漏气隐患,强化箱体气密性能。需要说明的是,箱体内腔铺敷一层玻璃纤维经编织物,固化后形成密封刚性体玻璃钢“内胆”;考虑箱体受环境突变影响,本体脆性材料热胀冷缩,内应力作用加剧出现裂纹风险,优选地,对箱体内腔喷涂具备高弹性、抗老化、高低温性能好、附着力强的聚脲涂料及封闭漆,提高“内胆”韧性,形成弹性体封闭涂层。经验证效果可靠,适用于类似产品的复合材料成型工作。
附图说明
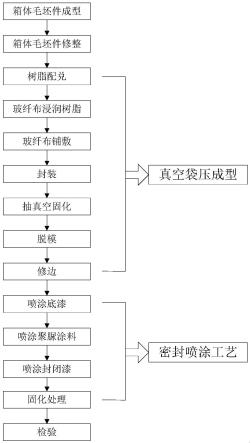
28.图1是本发明中密封箱体低漏率工艺成型步骤流程图。
29.图2是本发明中真空袋压成型示意图。
30.图中:1-真空泵;2-真空罐;3-真空管;4-密封胶条;5-透气毡;6-真空袋膜;7-导流网;8-脱模布;9-玻璃纤维多轴向经编织物;10-箱体内腔。
具体实施方式
31.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.本发明提出的一种玻璃纤维增强树脂基复合材料密封箱体低漏率工艺成型方法,其步骤流程如图1所示,具体步骤如下,其中步骤三~步骤九为真空袋压成型,步骤十~步骤十三为密封喷涂工艺。
33.步骤一:箱体毛坯件成型。优选地,采用vari成型技术,工序流程有:模具准备(清理模具、打脱模蜡、涂刷胶衣树脂);材料准备(玻璃纤维织物、树脂、夹芯材料等);预成型体制备(材料铺敷);封装(贴密封胶条、铺敷脱模布、铺敷导流网、布置真空管和螺旋管、封装真空袋膜);抽真空检漏;注胶(树脂配兑及导流);固化(烘箱或常温);脱模。
34.步骤二:箱体毛坯件修整。优选地,采用手持式打磨机对箱体毛坯件边角存在毛边的位置进行打磨处理,采用砂纸将箱体毛坯件表面残留的脱模剂进行打磨处理;采用吸尘器或毛刷清除箱体毛坯件内、外表面多余物;检查箱体毛坯件表面应无局部缺损、明显裂痕等现象,要求内腔形成光滑表层。
35.步骤三:树脂配兑。优选地,采用与箱体毛坯件同类型的树脂基体,加入适量固化剂、促进剂等,依据产品使用说明书要求进行配兑。
36.步骤四:玻纤布浸润树脂。优选地,采用渗透率低的玻璃纤维多轴向经编织物,将其裁剪适宜尺寸后,置于树脂基体中,浸润饱和后取出,以进行步骤五的铺敷工作。
37.步骤五:玻纤布铺敷。优选地,在箱体毛坯件内腔铺敷1~2层浸润饱和后的玻璃纤维多轴向经编织物,用刮胶板(优选地,自制5mm厚橡胶板)刮平,要求玻纤布紧贴内腔型面均匀刮胶,使玻纤布贴合内腔型面,要求无气泡、无褶皱。需要说明的是,为防止箱体毛坯件内腔的侧壁及上表面的玻纤布贴合粘度欠佳,受重力影响产生错位、掉落等问题,对于大型矩形卧式箱体内腔的玻纤布铺敷存在顺序要求:操作人员进入箱体内腔,将玻纤布从内向外仅均匀铺敷于腔体下表面,在异形或边角位置出现皱褶打不开时,可用剪刀剪豁口再铺敷平整。玻纤布贴合内腔型面后静置10~20min,待树脂固化黏流度升高能够满足挂壁粘度后,将箱体旋转90
°
,可按照相同操作方式,完成其余表面玻纤布铺敷工作。
38.步骤六:封装。优选地,沿箱体内腔端口距离边界10~20mm位置的均匀闭环周圈粘贴密封胶条,不能扯拽密封胶条,密封胶条不能对接,必须搭接,搭接量为10~20mm。然后将脱模布疏松铺设在箱体内腔表面,脱模布可褶皱但不可绷紧,脱模布边缘要超出玻纤布铺敷层200mm左右。在脱模布上均匀铺敷一层导流网。在箱体内腔粘贴密封胶条的位置布置真空管,依靠密封胶条粘接固定,真空管一端朝向箱体内腔,以密封胶条为基准位置伸入30~40mm,真空管另一端连接箱体外的真空泵。将真空袋膜粘在预先布置的密封胶条上,使真空袋膜与箱体内腔形成密封空间。
39.图2是真空袋压成型示意图,其中1为真空泵,2为真空罐,3为真空管,4为密封胶条,5为透气毡,6为真空袋膜,7为导流网,8为脱模布,9为玻璃纤维多轴向经编织物,10为箱体内腔。其中,透气毡5的作用是包裹真空管边缘尖角,避免抽真空过程真空袋膜挤压真空管尖端划伤漏气,真空罐2的作用是收集抽真空过程析出的树脂,避免树脂流入真空泵导致设备损坏。
40.步骤七:抽真空固化。优选地,进行预抽真空检漏,开启真空泵阀门,以均匀缓慢的速度将真空袋内气体抽出,如发现拐角脱模布、导流网、真空袋膜架桥绷劲,需关闭真空泵阀门,重新调整。待真空度达到-0.10~-0.08mpa后,关闭阀门,保压10~15min后查看真空袋模密封性,确保真空袋模贴合密实后,保压固化,要求常温固化时间不小于12h。
41.步骤八:脱模。去除真空袋膜、真空管、导流网及脱模布等辅材。
42.步骤九:修边。优选地,采用手持打磨机对箱体内腔边角存在毛边的位置进行打磨处理。要求去除多余毛边,表面光洁。
43.步骤十:喷涂底漆。优选地实施方式,依据底漆的产品使用说明书要求进行底漆配兑。采用机械喷涂设备对箱体内腔喷涂底漆,要求喷枪口与箱体内腔表面距离为100~200mm,喷枪压力为2~4kpa,走枪应保持匀速,采用横向走枪与纵向走枪相结合的方法控制漆层厚度及均匀性。喷涂2~3道,每道漆膜厚度为20~30μm(优选地,采用湿模规测量厚度),喷涂间隔为30~60min,喷涂后常温固化时间为8~12h。
44.步骤十一:喷涂聚脲涂料。优选地,选用高弹性、耐老化、高低温性能好、附着力强伸强度高的聚脲涂料。可参照聚脲底漆的喷涂方式,其中,聚脲面漆在烘箱的固化温度为60~80℃,固化时间30~60min;或常温固化时间8~12h。
45.步骤十二:喷涂封闭漆。优选地,选用丙烯酸水性封闭漆喷涂底漆及面漆。优选地实施方式,先喷涂底漆,喷枪口与箱体内腔表面距离为100~200mm,喷枪压力为0.1~0.3mpa,喷涂2~3道,每道漆膜厚度为30~40μm,喷涂间隔30~60min,喷涂后常温固化时间8~12h。再喷涂面漆,先喷涂拐角侧面等较难喷涂的部分,然后再整体喷涂,不可长时间喷涂同一区域,漆层要均匀到位,不能漏喷或者局部过薄、过厚,无流挂、桔纹褶皱等现象。喷涂2~3道,每道漆膜厚度为30~40μm,喷涂间隔30~60min。
46.步骤十三:固化处理。采用常温固化时间应不小于24h。
47.步骤十四:检验。对喷漆后的箱体内腔表面进行检查,应光洁、无杂质,漆层颜色均匀,无脱落、无开裂。
48.本发明的一个具体实施例中,提供了某大型玻璃纤维增强树脂基复合材料矩形卧式密封箱体低漏率工艺成型方法,所述方法包括如下步骤:
49.步骤一:箱体毛坯件成型。采用vari成型技术,完成箱体毛坯件制作。
50.步骤二:箱体毛坯件修整。采用手持式打磨机对箱体毛坯件边角存在毛边位置进行打磨处理,采用80#砂纸将箱体毛坯件表面残留的脱模剂打磨处理;采用吸尘器或毛刷清除箱体毛坯件内、外表面多余物。
51.步骤三:树脂配兑。采用上纬新材料科技有限公司生产的901乙烯基环氧树脂、v388固化剂、1305促进剂,常温15~35℃情况下进行配兑,建议树脂基体:固化剂:促进剂=100:(1.5~1.8):0.8,其中,随环境温度升高,固化剂比例适宜降低,注入后应均匀搅拌1min。
52.步骤四:玻纤布浸润树脂。采用南京玻璃纤维研究设计院有限公司生产的型号为sw100a-100a双轴向玻璃纤维经编织物,将其裁剪为包装箱内腔各型面尺寸均1层,浸润于树脂基体中,取出进行铺敷工作。
53.步骤五:玻纤布铺敷。按照玻纤布尺寸,在箱体毛坯件内腔对应位置手工铺敷1层,用5mm厚度橡胶刮胶板均匀刮平,去除表面气泡、褶皱。操作人员进入箱体内腔,将玻纤布从内向外仅均匀铺敷于腔体下表面,在异形或边角位置用剪刀剪豁口再铺敷平整。玻纤布贴合内腔型面后静置10~20min,待树脂固化黏流度升高能够满足挂壁粘度后,将箱体旋转90
°
,可按照相同操作方式,完成其余表面玻纤布铺敷工作。
54.步骤六:封装。沿箱体内腔裙边边缘从端头两边同时粘贴密封胶条,将1层脱模布疏松铺设在箱体内腔表面,其边缘超出玻纤布铺敷层200mm左右。在脱模布上均匀铺敷1层导流网,在箱体内腔裙边边缘四周分别等距布置真空管端口,真空管另一端连接真空泵。将真空袋膜粘在预先布置的密封胶条上,使真空袋膜与箱体内腔形成密封空间。
55.步骤七:抽真空固化。进行预抽真空检漏,开启真空泵阀门,以均匀缓慢的速度将真空袋内气体抽出。待真空度达到-0.10mpa后,关闭阀门,保压10~15min后查看真空袋模密封性,确保真空袋模贴合密实后,保压常温固化12h。
56.步骤八:脱模。去除真空袋膜、真空管、导流网及脱模布等辅材。
57.步骤九:修边。采用手持打磨机对箱体内腔边角存在毛边位置进行打磨处理,去除毛边。
58.步骤十:喷涂底漆。选用封闭底漆,依据说明书完成底漆配兑。采用h20/35pm型号喷涂设备及日本岩田w101型号喷枪对箱体内腔进行喷涂,枪口与箱体内腔表面距离为100~200mm,喷枪压力为2kpa。喷涂2道,每道漆膜厚度为20~30μm,喷涂间隔30min,喷涂后常温固化8h。
59.步骤十一:喷涂聚脲涂料。选用聚天门冬氨酸酯聚脲涂料,依据说明书完成配兑。参照聚脲底漆的喷涂方式,需要说明的是,采用常温固化,固化时间为12h。
60.步骤十二:喷涂封闭漆。选用北京红狮漆业有限公司生产的tz-002净味特效封闭漆、tz-02固化剂,建议净味特效封闭漆:固化剂=6:1。先喷涂底漆,喷枪口与箱体内腔表面距离为100~200mm,喷枪压力为0.1mpa,喷涂2道,每道漆膜厚度为30~40μm,喷涂间隔30min,喷涂后常温固化12h。再喷涂面漆,先喷涂拐角侧面等较难喷涂的部分,然后再整体喷涂。喷涂2道,每道漆膜厚度为30~40μm,喷涂间隔30min。
61.步骤十三:固化处理。采用常温固化处理,固化时间24h。
62.步骤十四:检验。对喷漆后的箱体内腔表面进行检查,应光洁、无杂质,漆层颜色均匀,无脱落、无开裂。
63.以上公开的本发明的具体实施例,其目的在于帮助理解本发明的内容并据以实施,本领域的普通技术人员可以理解,在不脱离本发明的精神和范围内,各种替换、变化和修改都是可能的。本发明不应局限于本说明书的实施例所公开的内容,本发明的保护范围以权利要求书界定的范围为准。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种自动化塑料切粒机的制作方...
- 一种乘用车前减震器衬套的硫化...
- 一种模内自动组装塑件产品的模...
- 一种硫化箱供气装置的制作方法
- 用于导丝表面聚氨酯塑型的挤压...
- 一种PVC管热熔焊接装置的制...
- 一种挤塑机螺杆清理辅助装置的...
- 一种口罩生产用封边装置的制作...
- 一种汽车格栅水口冲切和饰条组...
- 一种用于IC卡座装配机的折料...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1