一种电镀金刚线及其制备方法与流程
1.本发明涉及一种切割用金刚线以及其制备方法,尤其涉及一种电镀金刚线及其制备方法。
背景技术:
2.电镀金刚线生产中,通常是在金属线表面镀一层金属镍将金刚砂包覆在金属线上,增加金刚砂与金属线基体的结合力,在上砂处理之后,还会进行二次镀镍,提高金刚线的耐磨和强度。这样的金刚线用于硬质材料的切割,如:蓝宝石、磁性材料、硅片等;但目前金属镍价格的大幅增,增加了金刚线的生产成本;因此,在保持金刚线性能的条件下降低镀层镍含量是急需解决的问题,在现有的工艺中,在二次镀镍前会对预镀后的母线进行活化处理,但是其活化液成分单一,并不适用于其他金属镀层,所以使用降低镍含量后如何保障镀层之间的结合力又是一个需要解决的重大问题。
3.申请号为2018107530647的专利公开文献提出一种提高金刚线镀层结合力的方法,当母线经放线端再依次经过碱洗-热水洗-冷水洗-酸洗-冷水洗-预镀加固工序给金刚线镀上镍层。整个过程中,碱洗起了去除金刚线表面油脂的作用,酸洗起到去除金刚线表面氧化物的作用,再经过预镀和加固给钢线镀上镍层后,就可以获得较为坚固的镀层,但是这种方法制备获得的金刚线,在预镀之后并没有再次处理,这样二次电镀的镀层之间的结合力并没有得到改善,因此还需提高金刚线多层镀层之间的结合力;在《电镀与涂饰》2009年9月第28卷第9期中第13讲电镀基础讲座中提到难镀金属不经过特殊的前处理,镀层的结合力都差,会出现起皮气泡的现象,造成这个现象的原因就是因为镍、镍合金、不锈钢、铝以及铝合金等金属易钝化,越易钝化的金属,其上镀层的结合力就越差,镍层上叠加其他金属层保障镀层之间的结合力是十分困难的事情。
技术实现要素:
4.发明目的:本发明的目的是提供一种成本低、镀层结合力强的电镀金刚线,本发明的另一目的是提供上述电镀金刚线的制备方法。
5.技术方案:本发明所述的一种电镀金刚线,所述金刚线从内到外依次包覆有金刚砂、镍层、镍铁合金层和镍层。
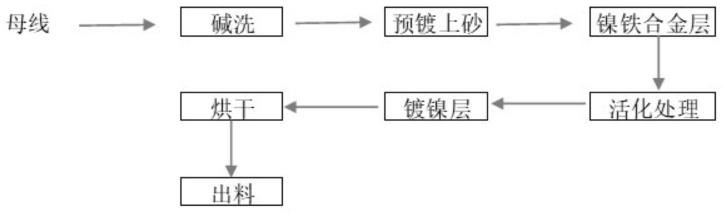
6.本发明所述的一种电镀金刚线的制备方法,通过将母线依次经过碱洗、预镀上砂、活化处理、镀镍、烘干出料得到所述金刚线;在预镀上砂之后、活化处理之前进行镀镍铁合金;所述活化处理步骤中,活化液成分包括:氟化氢铵和双氧水。
7.进一步地,活化液中氟化氢铵浓度为30-40g/l,双氧水浓度为5-10ml/l,且所述双氧水为质量浓度35%的过氧化氢溶液。
8.进一步地,所述镀镍铁合金步骤中,镍铁合金镀液中ni
2+
的浓度为40-50g/l,fe
2+
的浓度4-8g/l。
9.进一步地,所述镀镍铁合金步骤中,电镀液中含有:浓度为170-210g/l的氨基磺酸
镍和浓度为20-40g/l硫酸亚铁。
10.进一步地,所述镀镍铁合金步骤中,其制备温度为60-65℃,ph为3.0-4.0,阴极电流密度为2-10a/dm2,阳极ni:fe面积比为(6-8):1。
11.进一步地,所述活化处理步骤中,制备温度为20-30℃。
12.进一步地,所述活化处理步骤中活化时间为1-2min,活化至二价铁离子充分转变为三价铁离子。
13.进一步地,所述镀镍步骤中,镀镍液中ni
2+
的浓度为70-110g/l。
14.机理作用:经过氟化氢铵酸化的双氧水氧化能力大增,其标准电极电势可达1.766v,(电极电势越高氧化能力越强,反之还原能力越强);过氧化氢氧化了二价亚铁离子,生成了羟基自由基:fe
2+
+h2o2=fe
3+
+oh-+ho
·
;氟化氢铵和过氧化氢的混合使用,在fe
2+
离子的存在下产生了羟自由基,ho
·
(羟自由基)非常活泼,会从其它物质里夺取电子,其刻蚀能力强;这大大促进了镍铁合金的腐蚀,使得镀层间结合力牢固。过氧化氢浓度低于5ml/l刻蚀效果与速率不明显,浓度高于10ml/l腐蚀效率并没有明显提升,因此优选浓度为5-10ml/l的过氧化氢;
15.镍铁合计共沉积中铁金属优先沉积;当镀液中镍浓度不变的情况下,增加铁离子的浓度,镀层中铁含量呈线性增加:每增加1g/l的铁离子,镀层含铁比例增加10%;故在制备过程中主要通过控制镀液中镍离子和铁离子浓度比值来控制合金层的成分;铁的含量过高,铁的耐腐蚀性比镍要差会影响金刚线的耐腐蚀性能。所以需控制镍铁合金中铁的含量,并且阳极ni:fe面积比根据镀液中镍铁离子的含量进行调控,保障最终形成的镀层中铁含量在铁的含量一般在50%-60%,此范围内金刚线力学以及耐腐蚀性能稳定,且成本较低。
16.有益效果:与现有技术相比,本发明具有如下显著的优点:1、镀层用铁替代部分镍,可节约镍成本;2、镍铁合金硬度比纯镍层硬度高,增加了金刚线的耐磨性,且韧性和延展性提高;3、活化处理液使得镍铁合计镀层与基底结合牢固;镀液整平能力优于纯镍;4、二价铁离子杂质活化成为镀层,使得镀液更易管理。
附图说明
17.图1为本发明的制备流程图;
18.图2为本发明的实施例1金刚线电镜扫描图;
19.图3为本发明的实施例2金刚线电镜扫描图;
20.图4为本发明的实施例3金刚线电镜扫描图;
21.图5为本发明的对比例1金刚线电镜扫描图;
22.图6为本发明的对比例2金刚线电镜扫描图。
具体实施方式
23.下面结合附图对本发明的技术方案作进一步说明。
24.实施例1,制备流程如图1所示,具体制备步骤如下:
25.(1)碱洗
26.母线在碱洗液中碱洗5min,碱洗温度控制在50℃;碱洗液成分包括:浓度为50g/l的氢氧化钠,浓度为40g/l的碳酸钠,浓度为15g/l的偏硅酸钠;碱洗后进行3道去离子水洗。
27.(2)预镀上砂
28.碱洗后母线在预镀上砂电镀液中进行预镀上砂,其电镀液成分为:400g/l的氨基磺酸镍,35g/l的硼酸,10g/l的氯化镍,ph值为3.5-4.5,电镀温度为55℃,阴极电流密度为5a/dm2。
29.(3)镀镍铁合金
30.上述步骤处理后的母线,进行镀镍铁合金处理,镀液配制如下:190g/l氨基磺酸镍,25g/l氯化钠,40g/l硼酸,30g/l硫酸亚铁,20g/l柠檬酸,3g/l糖精,ph值为3.5,阴极电流密度为5a/dm2,阳极ni:fe面积比为6:1,电镀时间为3min,镀层厚度在4微米;镀镍铁合金之后进行3道去离子水洗。
31.(4)活化处理
32.先配制活化处理液,其中配方含有30g/l的氟化氢铵和5ml/l的双氧水,双氧水选用质量浓度为35%的工业过氧化氢溶液,将上述母线在25℃的温度下放置在活化处理液中反应2min;活化处理完成之后,进行3道去离子水洗。
33.(5)镀镍
34.先配制镀镍液,包括300g/l氨基磺酸镍、25g/l硼酸和15g/l氯化镍,ph值为3.5,电镀温度控制在62℃,阴极电流密度20a/dm2,电镀时间为0.5min,厚度在1.5微米;镀镍层完成之后,进行2道去离子水洗。
35.(6)经过烘箱干燥后得到成品金刚线;进行折弯实验后的电镜图见图2,可以看出金刚线弯折后镀层间结合牢固,没有出现镀层气泡、剥离现象。
36.实施例2,实施步骤与实施例1基本一致,区别点如下:
37.步骤(3)中,配制液浓度条件分别为:190g/l氨基磺酸镍,27g/l氯化钠,45g/l硼酸,25g/l硫酸亚铁,25g/l柠檬酸,4g/l糖精,ph值为3.5,阴极电流密度为6a/dm2,阳极ni:fe面积比为7:1;
38.步骤(4)中,活化液为:35g/l的氟化氢铵和7ml/l的双氧水,将上述母线在30℃的温度下放置在活化处理液中反应2min;最终得到的金刚线进行折弯实验后的电镜图见图3,可以看出折弯后镀层间结合力依旧牢固,没有出现气泡、剥离现象。
39.实施例3,实施步骤与实施例1基本一致,区别点如下:
40.步骤(3)中,配制液浓度条件分别为:210g/l氨基磺酸镍,30/l氯化钠,50/l硼酸,40g/l硫酸亚铁,30g/l柠檬酸,5g/l糖精,ph值为3.5,阴极电流密度为2a/dm2,阳极ni:fe面积比为6:1;
41.步骤(4)中,活化液为:40g/l的氟化氢铵和10ml/l的双氧水,将上述母线在30℃的温度下放置在活化处理液中反应1min;最终得到的金刚线进行折弯实验后的电镜图见图4,可以看出折弯后镀层间结合力依旧牢固,没有出现气泡、剥离现象。
42.对比例1
43.实施基本步骤与实施例1一致,区别点为,活化处理采用常规活化液,在步骤(4)中仅加入氟化氢铵,最终制备得到金刚线;其制备得到的金刚线镀层间的结合力差,镀层间易剥离;其折弯后的电镜图如图5所示,可以看出中部镀层脱落,并在折弯部产生褶皱。
44.对比例2
45.实施基本步骤与实施例1一致,区别点为,步骤(4)中仅加入双氧水,最终制备得到
金刚线;其制备得到的金刚线镀层间的结合力差,镀层间易剥离,其折弯后的电镜图如图6所示,可以看出折弯部和中部发生明显的剥离,露出光滑的母线。
46.从图2-图4可以看出,预镀上砂后的金刚线先进行镀镍铁合金层,之后活化处理,在二次镀镍形成镍层,最终得到的金刚线在折弯测试时,镀层之间没有明显的断裂;而在活化处理时,采用常规活化液,在活化处理后进行二次镀,形成的镍层和镍铁合金层之间结合力差,如图5看出,出现断裂剥离的现象;同样的,如果仅加入双氧水进行活化处理,如图6所示,最后制备的金刚线在折弯时也会出现断裂剥离的现象。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种重型油缸缸筒内外壁电镀装...
- 一种联合分离装置的制作方法
- 局部镀金专用电镀槽的制作方法
- 局部镀金产品专用贴胶治具的制...
- 一种制氢氧气中的低功耗谐振电...
- 一种水雾制氢装置的制作方法
- 一种耦合RSOC与高炉煤气C...
- 一种用于纯水的恒压制氢装置以...
- 电镀液加注器的制作方法
- 一种激光增材制造钛合金工件的...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1