
钢化玻璃
详细内容
概述
钢化玻璃,又称强化玻璃,是将普通退火玻璃先切割成要求尺寸,然后在钢化炉中快速风热加热到接近玻璃软化点左右,再进行快速均匀风冷却而得到的一种表面为压应力,中心为拉应力的玻璃制品。
因玻璃经物理钢化后强度在原有基础上增加2~4倍,从而提高了其抗风压、热震及其它力学性能。特别是物理钢化后,破碎后玻璃颗粒呈碎粒状,有效低降低了其引发的安全事故。在中国,钢化玻璃被作为安全玻璃的一种而广泛应用于建筑、家电、汽车及其它领域[1]。

波形变形
钢化玻璃标准中的项目分为尺寸、外观、安全性能、一般性能等几类。安全相关的表面应力值、碎片状态、抗冲击性、耐热冲击性能等,只要钢化设备所配的钢化风机的风压、风量在设计的范围内,均可以生产出安全性能合格的钢化玻璃,尺寸等与玻璃的切磨等预处理环节有关,鉴于玻璃深加工预处理设备的性能所加工的玻璃完全可以达到标准要求。在钢化工序容易出现的缺陷是钢化玻璃的弯曲度,即钢化玻璃的弓形弯曲度和波形弯曲度。其中弓形弯曲度,通过钢化设备的上下炉温、上下风栅高度或风量分配等参数调整比较容易达到用户满意的要求,钢化玻璃最难控制的是靠近边部的波形弯曲度,又称钢化波形度,特别是对于可钢化Low—E镀膜玻璃的波形变形更加明显;钢化波形度的好坏直接影响建筑的外观效果,对建筑幕墙的外观变形影响最大,是最考验钢化设备和工艺水平的关键技术指标[2]。
测量
目前钢化玻璃变形的基本测量方法进行波形测量时,用300mm长刀口尺沿平行钢化玻璃的运动方向,距玻璃边缘25mm进行测量,测量长度按300mm;用塞尺测得波谷或波峰的高,并除以300mm后的百分率表示波形的弯曲度。一般而言相邻波峰波谷的距离等于钢化炉硅辊的周长,如果钢化炉的硅辊直径为95mm,其周长为298.3mm,基本与300mm对应,测量值与观察影像变形基本对应;如果钢化炉的硅辊直径较小或因加热等其他因素造成的波形波峰波谷的距离与300mm差别较大,则测量值与观察影像变形的差别较大。影像变形属于光学范畴,依据玻璃变形产生的透镜现象进行观察和测量;不但与玻璃表面测量的波峰波谷值有关,还与变形点的半径或焦距有关,即与屈光度有关,焦距F越大对应的屈光度越小、玻璃越平;如果波峰距离300mm的波峰波谷值,2一0.05mm,其玻璃波形变形影像观察良好;但如果波峰距离只有100mm,虽然测量值,未变,但影像观察效果要差很多,因为波峰距离100mm的屈光度是波峰距离300mm的3倍[3]。
对钢化玻璃的波形光学测量,目前了解到有美国一家公司开发的利用光学测量原理,采用鱼鹰相机在线高精度玻璃变形检测系统;芬兰一家公司利用光学原理,采用激光测量和照检测术开发了激光玻璃质量控制系统.现行国家标准中钢化玻璃的波形测量工具是300mm刀口尺和塞尺。这种方式测量钢化玻璃波形变形,可以mm为单位给出测量数据,但不能与玻璃安装在建筑物后的外观效果一一对应。采用光学测量方式测量钢化玻璃的变形,由于其原理与肉眼观察一致,测量数据可以直接反映玻璃安装后的视觉效果。随着人们对建筑玻璃外观效果的要求越来越高,为明确确定钢化玻璃波形变形对建筑物外形视觉效果的影响,以光学为测量基础的钢化玻璃玻璃检测仪器是今后需要使用的工具;新的测量方式的使用,以及随着钢化玻璃变形要求指标的变化,对钢化设备和钢化工艺必然提出新的要求,可以促进钢化玻璃加工设备的升级换代。
应力斑
钢化玻璃应力斑呈现的图案根据使用加工钢化玻璃的炉丝加热和风栅结构不同而不同。采用偏振光太阳镜或偏振光片观察更为明显,因为偏振光眼镜只允许偏振光通过,而钢化玻璃就像一个起偏器。合适的光线条件下看到应力斑是钢化和热增强玻璃的一个特性,其原理是基于一种双折射的光学现象。当可见光与钢化或热增强玻璃相互作用(临界入射)时,光波会在玻璃板上进行X(宽度)和Y(长度)两个方向的传播,这种光学现象就是双折射。因为玻璃钢化或热增强时产生表面压应力和内层张应力,双折射就产生。双折射是钢化玻璃的特性,光学仪器就是利用钢化玻璃的双折射现象来测量钢化玻璃和热增强玻璃的表面应力的。
自爆形式
钢化玻璃自爆是指无任何外力作用下的突发爆裂,难以事先预测和防控。工程应用中的钢化玻璃难免会含有微小的缺陷和异质颗粒存在于玻璃体内,因钢化玻璃是一种应力玻璃,当这些异质颗粒或缺陷分布在钢化玻璃拉应力层中,因其引发的集中应力与钢化拉应力叠加超过玻璃的本征强度时,即可引发钢化玻璃自爆。因此,引发钢化玻璃自爆的根本原因是玻璃内部的异质颗粒引发的集中应力,集中应力大小与各种异质颗粒的类型、尺寸大小、分布位置等因素有关。前期大量研究表明,玻璃内部含的硫化镍异质颗粒是引发钢化玻璃自爆的最主要因素,其它异质颗粒,如单质硅、三氧化二铝等杂质也会引发钢化玻璃自爆。作者通过对大量的工程现场已自爆的钢化玻璃自爆源颗粒进行成分分析,统计结果也证明了这一点。作为点状缺陷的一种,因分布在钢化玻璃内部的异质颗粒尺寸大部分在0.05~0.3mm之间,虽然国家标准GB11614-2009对平板玻璃的不同尺寸的点状缺陷允许个数进行了限定,但其并未完全杜绝能够引发自爆的点状缺陷在玻璃内部的存在。因此,部分业内人士甚至将钢化玻璃自爆这种现象不作为玻璃质量事故,而将其视为钢化玻璃的“固有特性”[4]。
表面应力分布
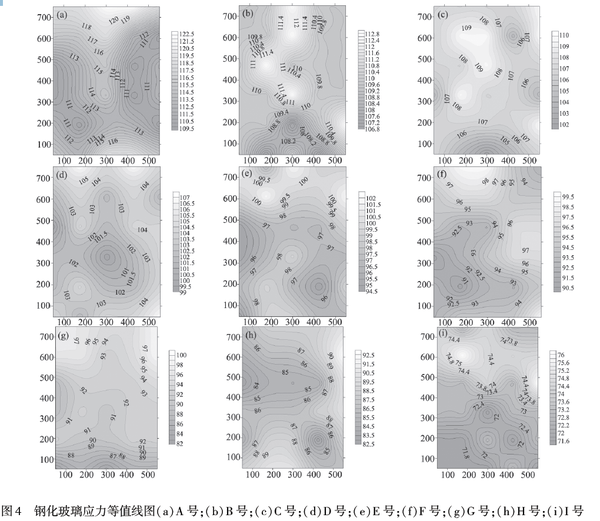
采用surfer软件,根据每一块玻璃测试点位置及对应测试应力值,绘制出钢化玻璃表面的应力等值分布图,如图4所示[5]。
从钢万化方玻数璃据表面应力等值线图(图4)来看,总体上是玻璃边部应力较大,中间应力偏小。但每一块玻璃的应力分布都有局部应力较大或较小的情况,其应力分布形态千差万别,即应力分布没有规律可循,这是钢化过程中各种因素综合作用的结果,进而也为优化钢化工艺以降低其不均匀性增加了难度。虽然风冷钢化玻璃应力分布不均匀是无法消除的,但也需对钢化玻璃应力不均匀给予一定的客观评价,即钢化玻璃的应力不仅要满足国家标准,同时其应力分布不均匀也应满足一定条件,由此,需对玻璃应力不均匀进行不均匀度评价[6]。
测试
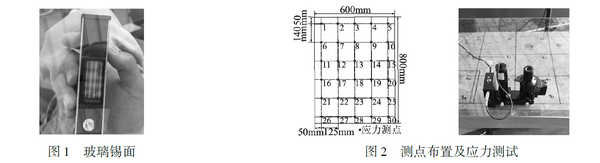
试验用的钢化玻璃是将浮法玻璃加热到接近软化温度,保温一定时间,然后通过风栅骤冷而成的。钢化后玻璃应力测试过程如下:
(1)在钢化后的玻璃上标识出测点位置;
(2)由于钢化玻璃采用的是浮法玻璃,因此采用锡面仪确定玻璃的锡面(应力测试面,玻璃锡面观察到乳白色的光辉,如图1);
(3)采用GASP应力仪(如图2)测试标识位置的应力;
(4)记录标识位置的测试应力。
分别在冷却风压4.77kPa(钢化玻璃编号:A号,下同)、4.20kPa(B号)、3.72kPa(C号)、2.90kPa(D号)、2.52kPa(E号)、2.17kPa(F号)、1.85kPa(G号)、1.29kPa(H号)和0.46kPa(I号)9种情况下对600mm×800mm×5mm玻璃进行钢化,其他工艺参数保持不变(表1)。
